Vi erbjuder helhetslösningar för att uppfylla alla dina individuella behov av svetsrelaterade processer, från hårdlödning vid höga temperaturer till flamsprutning för att förbättra ytans korrosionsbeständighet.
Relaterede områden
Vid både hårdlödning och lödning tillsätts lodet mellan de ytor som ska sammanfogas genom
kapillärverkan. Vid lödning är arbetstemperaturen under 450 °C och lämpar sig för svetsning av
koppar och kopparlegeringar, zink, stål, aluminium och aluminiumlegeringar. Vid hårdlödning är
arbetstemperaturen mellan 450 °C-1000 °C och lämpar sig för de flesta metaller.
Lödning används t.ex. för svetsning av kopparrör vid tillverkning av badrumsarmaturer och för
fastsättning av hårdmetallstycken på sågblad och borrkronor. Lödning ger fogar av hög kvalitet och
hög ytfinish. Lödning innebär inte samma höga arbetstemperatur som svetsning, vilket ger mindre
problem med deformationer.
Med flamuppvärmning avses lokal uppvärmning som förbereder varmformning, t.ex. bockning av rör,
för- och eftervärmning vid svetsning och skärning samt varmformning.
Det finns ett direkt samband mellan flödes- och förbränningshastighet. Ju högre
förbränningshastighet, desto högre flödeshastighet kan användas. Ju högre flödeshastighet desto
större gasvolym förbränns per tidsenhet. Ju mer gas som förbränns, desto mer värme alstras.
Mejsling används vid fogberedning och för borttagning av defekta svetsar. Det liknar gasskärning.
Gaslågan värmer upp arbetsstycket till antändningstemperatur och den skärande syrgasstrålen
förbränner och transporterar bort den smälta metallen. Vid gasskärning riktas den skärande
syrgasstrålen i rät vinkel mot arbetsstycket, medan syrgasstrålen vid mejsling är nästan parallell med
ytan på det arbetsstycke som ska bearbetas.
En oxyfuel-gaslåga kan också användas vid flamrengöring för att rengöra ytor från rost, glödskal, färg,
fett och damm. Vid mejsling och flamrengöring används olika bränslegaser tillsammans med syre.
Genom att använda ODOROX® (luktsatt oxygen) kan du minimera risken för brand och explosion som
alltid är förknippad med bränslegaser. Lukten varnar för gasläckage i god tid.
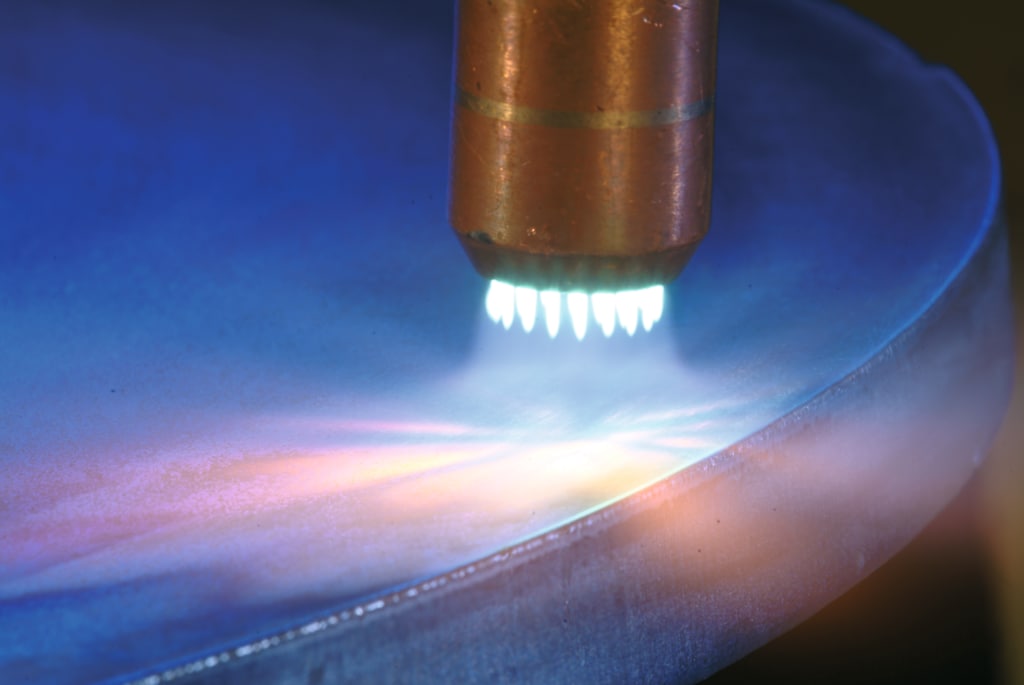
Vid termisk sprutning upphettas tillsatsmaterialet, som kan vara i form av pulver, tråd eller stavar, till
smälttemperatur eller ett praktiskt taget smält tillstånd. Det upphettade materialet finfördelas och
sprutas med hjälp av ett gasflöde mot ytan av föremålet (substratet) där det fäster och stelnar.
Den sprutade ytan kan användas som den är eller bearbetas till rätt dimensioner.
Det är ofta en komponents yta som begränsar livslängden eftersom den utsätts för slitage, korrosion
och/eller höga temperaturer. Flamsprutning med rätt tillsatsmaterial kan förbättra ytans
motståndskraft mot korrosion, slitage och höga temperaturer. Du kan få ytor med hög eller låg
friktion eller ändra ytans ledningsförmåga.
Svetsning och skärning skapar spänningar i materialet som kan leda till oönskade deformationer. Om
dessa deformationer inte kan accepteras måste stycket rätas ut. Flamriktning är ofta en lämplig
metod, som utförs genom att konstruktionen eller stycket snabbt värms upp lokalt. När materialet
svalnar kommer det att krympa och korrigera deformationen. Metoden är lämplig för stål, nickel,
koppar, mässing, aluminium och titan.
Även om olika bränslegaser kan användas för uppvärmning är acetylen det bästa valet eftersom det
ger den hetaste och mest koncentrerade lågan samt den snabbaste uppvärmningen. Genom att
använda ODOROX® (luktsatt oxygen) kan du minimera risken för brand och explosion som är
förknippad med bränslegaser.
Flamrensning med acetylen används där man behöver rena plåtytor för vidare bearbetning.
Flamrengjorda ytor säkerställer utmärkt vidhäftning av färg och beläggningar. Därmed förbättras
också korrosionsbeständigheten. Flamrengöring används också för termisk behandling av betong-
och naturstensytor. Även gammal färg och beläggningar, oljeföroreningar och gummislipning kan
avlägsnas på ett miljövänligt sätt. Den betong som exponeras ger optimal vidhäftning för syntetiska
hartsbeläggningar.
Hårdlödning och lödning
Flamuppvärmning
Mejsling
Termisk sprutning
Flamriktning
Flamrensning
Hårdlödning och lödning
Vid både hårdlödning och lödning tillsätts lodet mellan de ytor som ska sammanfogas genom
kapillärverkan. Vid lödning är arbetstemperaturen under 450 °C och lämpar sig för svetsning av
koppar och kopparlegeringar, zink, stål, aluminium och aluminiumlegeringar. Vid hårdlödning är
arbetstemperaturen mellan 450 °C-1000 °C och lämpar sig för de flesta metaller.
Lödning används t.ex. för svetsning av kopparrör vid tillverkning av badrumsarmaturer och för
fastsättning av hårdmetallstycken på sågblad och borrkronor. Lödning ger fogar av hög kvalitet och
hög ytfinish. Lödning innebär inte samma höga arbetstemperatur som svetsning, vilket ger mindre
problem med deformationer.
Vill du veta mer
eller få råd om svetsrelaterade processer?
Visste du att din webbläsare är föråldrad?
För att komma åt vår nya webbplats, ladda ner den senaste versionen av Internet Explorer, Firefox, Chrome eller Safari. Alternativt kan du besöka oss med din mobila enhet (smarttelefon eller surfplatta).





 Nedladdningar
Nedladdningar